


点评一篇 UP! 3D打印机的评测报告
- 1202
- 0
2012年《时间线》杂志发表了一篇题为“眼见为实:实战体验万元级3D打印机”的评测,文章以完全外行,第一次接触3D打印机的角度来点评了北京太尔时代的 UP! 3D打印机。这种角度当然是非常必要的,因为代表了绝大多数人的视角,对有志于大众消费市场的个人3D打印机厂商尤其重要。可中间也有不少错误。既然方片3(fangpian3.com)致力于提供专业可靠的3D打印资讯,我们就对此文做一个小小的点评。
“3D打印机”这个名称,个人以为,在科技产品里,属于命名相当成功的。闻听此名时,会让听者瞬间有恍然大悟的欣快感——“不就是立体打印呗~”但仔细一琢磨,又不得不承认,关于原理、过程、细节云云,其实全不知晓。在知其然不知其所以然的网络世界,要解释热门词汇,更得凭借老办法:眼见为实。虽然已采访过清华几位教授、参观过高级实验室,也采访了太尔时代创始人,但在亲眼见到这台机器工作之前,我还是无法100%确定,自己了解其全部工作原理和过程.
3D打印这个名字从宣传角度来讲,确实是相当成功。其实无论叫“3D打印”,“三维打印”或“立体打印”, 这些名字其实都不准确,是迎合媒体,迎合大众的名字。比较确切的叫法叫“增材制造”,具体这台机器用的其中一个工艺叫塑料熔融堆积成型(FDM)。因为媒体和大众不喜欢这些拗口的学名,更喜欢能一下抓住人的想象力的名字,比方说“3D打印”,它好就好在“连幼儿园的小朋友都能立刻建立一个形象”。
太尔时代提供拍摄的这台3D打印机“UP”是面向大众消费级别的简易产品,只支持长宽高在140mm以内的三维设计模型打印,售价约为1万人民币(要打印大型、高精尖、直接能用的零部件,请自行购买6位数以上的工业级产品,谢谢)。
UP!的构建空间比较小,虽然近年来价格已经掉了一半,可其售价目前还不算便宜。太尔时代的UP!出现在国际市场上比较早,是最早提供整机解决方案的个人3D打印机。这跟当时众多的需要自己动手组装好多天的其他个人3D打印机相比,有着不错的优势,性价比不错。可最近一年开源3D打印机长足发展,越来越多厂商提供更便宜,质量更好,价格更好的开源3D打印机。UP的价格还能维持多久?我可以大胆预测它2013年必再次降价。
拆开包装后的裸机状态——也并非全裸——是已安装好工作平台(承接打印物、可上下左右前后移动)和机头(加热喷吐材料、可上小左右前后移动)的机身。包装内,配有一个小型工具包,内有铲子,镊子,剪子,改锥,螺丝刀,夹子等,很是小巧简便,让人想起西方传说中帮人类工作的小精灵常使用的工具。
要完成的硬件安装只有简单的两步,连文科女生都能handle。
首先,把悬挂材料的支架,用螺丝刀安装在机身左侧。然后,把为UP标配的材料线箍(重0.7kg,每捆能打二三十个小模型),挂在支架上,扯出材料线头,连接在机头上,至此,安装完毕。So,此处的材料线箍好比传统打印机的墨盒;此处的机头,好比传统打印机的喷头。
完成硬件安装只有两步,连“文科女生”都行。这是UP!3D打印机最值得称颂的地方,易用性是它能卖出这个价格的重要原因之一。作为进入国际市场最早,出货量最大的国内厂商,北京太尔时代已经处在了一个不错的位置。工作平台和喷头都可以上下左右前后运动?我想记者肯定是花眼了。仅从UP!3D打印机的图片就可以非常清晰的看出,工作平台是上下前后运动(Y和Z轴方向),喷头是左右运动(X轴方向)。
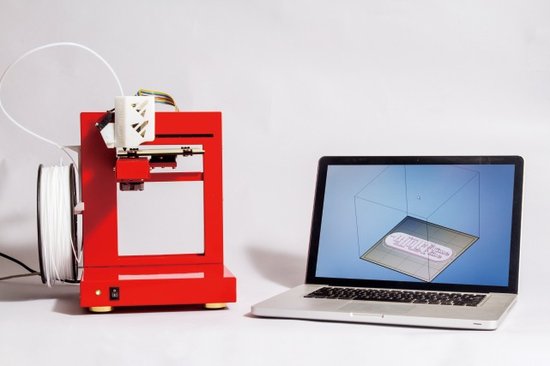
之后,就像要为传统打印机在电脑上安装打印驱动一样,3D打印机也需要自己的驱动,只不过,这个驱动要高端一点。将UP连接电脑,点击安装驱动程序和控制软件。需要区分的是,该控制软件和三维设计软件并非一个东西,它只能将三维设计图(通常是STL格式,或MAX)导入,但无法完成设计任务。就好比传统打印机的驱动只能指挥打印,但不能输入、打字、编辑文档。
具体来说,3D打印机的控制软件,任务在于将三维设计草图导入后,“切”成二维的水平层——每层厚0.3mm,这样3D打印机才可识别。理解到这一步,3D打印机就不再那么神秘了:工作时,它实际是按层打印,每一个极薄的层面堆叠起来,便构成三维造型。而3D打印精度,便部分体现在水平层能有多薄,越薄越精细。
当3D打印控制软件将三维设计图“切”好后,你可通过此软件预估大体打印时间,可以在此查看打印预览,三维设计图;还可通过此软件,手动操控3D打印机的一些简单动作。比如,在首次安装3D打印机时,要为工作平台调平。通过这个控制软件,点击相应按钮,你可以让机头在工作平台的中心和四角分别停一下,用工具包中0.2mm的塞尺量一下,是否等高。不然,通过调整螺丝可实现水平。
驱动还有高端低端之分?第一次听到这种说法。3D打印机的软件大致需要三种:首先是CAD建模软件,如Solidworks,Autodesk, ThinkerCAD等,主要是制作3D模型数字文件,最常见的格式是STL文件;然后是分层切片软件,如slic3r,是将3D数字模型,分解成堆积的平面;最后是3D打印机的控制软件,主要用来电脑和3D打印机之间的命令传输,通讯。后两种软件有时候也整合到一起,既有切片作用,又能控制3D打印。
层厚为0.3 mm,精度不算高。很多个人3D打印机都号称可以打印0.1mm的层厚,可真正实现的有几个?说句公道话,0.3算是目前的主流精度了。调水平的办法跟我们3D打印机新手上路上讲的一样,如果塞尺不在或丢失,可用纸张代替。#p#副标题#e#
(本文作者为"fangpian3",最初发表于fangpian3.com,该网站现与诺研3D打印服务网合并为同一网站)
“3D打印机”这个名称,个人以为,在科技产品里,属于命名相当成功的。闻听此名时,会让听者瞬间有恍然大悟的欣快感——“不就是立体打印呗~”但仔细一琢磨,又不得不承认,关于原理、过程、细节云云,其实全不知晓。在知其然不知其所以然的网络世界,要解释热门词汇,更得凭借老办法:眼见为实。虽然已采访过清华几位教授、参观过高级实验室,也采访了太尔时代创始人,但在亲眼见到这台机器工作之前,我还是无法100%确定,自己了解其全部工作原理和过程.
3D打印这个名字从宣传角度来讲,确实是相当成功。其实无论叫“3D打印”,“三维打印”或“立体打印”, 这些名字其实都不准确,是迎合媒体,迎合大众的名字。比较确切的叫法叫“增材制造”,具体这台机器用的其中一个工艺叫塑料熔融堆积成型(FDM)。因为媒体和大众不喜欢这些拗口的学名,更喜欢能一下抓住人的想象力的名字,比方说“3D打印”,它好就好在“连幼儿园的小朋友都能立刻建立一个形象”。
太尔时代提供拍摄的这台3D打印机“UP”是面向大众消费级别的简易产品,只支持长宽高在140mm以内的三维设计模型打印,售价约为1万人民币(要打印大型、高精尖、直接能用的零部件,请自行购买6位数以上的工业级产品,谢谢)。
UP!的构建空间比较小,虽然近年来价格已经掉了一半,可其售价目前还不算便宜。太尔时代的UP!出现在国际市场上比较早,是最早提供整机解决方案的个人3D打印机。这跟当时众多的需要自己动手组装好多天的其他个人3D打印机相比,有着不错的优势,性价比不错。可最近一年开源3D打印机长足发展,越来越多厂商提供更便宜,质量更好,价格更好的开源3D打印机。UP的价格还能维持多久?我可以大胆预测它2013年必再次降价。
拆开包装后的裸机状态——也并非全裸——是已安装好工作平台(承接打印物、可上下左右前后移动)和机头(加热喷吐材料、可上小左右前后移动)的机身。包装内,配有一个小型工具包,内有铲子,镊子,剪子,改锥,螺丝刀,夹子等,很是小巧简便,让人想起西方传说中帮人类工作的小精灵常使用的工具。
要完成的硬件安装只有简单的两步,连文科女生都能handle。
首先,把悬挂材料的支架,用螺丝刀安装在机身左侧。然后,把为UP标配的材料线箍(重0.7kg,每捆能打二三十个小模型),挂在支架上,扯出材料线头,连接在机头上,至此,安装完毕。So,此处的材料线箍好比传统打印机的墨盒;此处的机头,好比传统打印机的喷头。
完成硬件安装只有两步,连“文科女生”都行。这是UP!3D打印机最值得称颂的地方,易用性是它能卖出这个价格的重要原因之一。作为进入国际市场最早,出货量最大的国内厂商,北京太尔时代已经处在了一个不错的位置。工作平台和喷头都可以上下左右前后运动?我想记者肯定是花眼了。仅从UP!3D打印机的图片就可以非常清晰的看出,工作平台是上下前后运动(Y和Z轴方向),喷头是左右运动(X轴方向)。
之后,就像要为传统打印机在电脑上安装打印驱动一样,3D打印机也需要自己的驱动,只不过,这个驱动要高端一点。将UP连接电脑,点击安装驱动程序和控制软件。需要区分的是,该控制软件和三维设计软件并非一个东西,它只能将三维设计图(通常是STL格式,或MAX)导入,但无法完成设计任务。就好比传统打印机的驱动只能指挥打印,但不能输入、打字、编辑文档。
具体来说,3D打印机的控制软件,任务在于将三维设计草图导入后,“切”成二维的水平层——每层厚0.3mm,这样3D打印机才可识别。理解到这一步,3D打印机就不再那么神秘了:工作时,它实际是按层打印,每一个极薄的层面堆叠起来,便构成三维造型。而3D打印精度,便部分体现在水平层能有多薄,越薄越精细。
当3D打印控制软件将三维设计图“切”好后,你可通过此软件预估大体打印时间,可以在此查看打印预览,三维设计图;还可通过此软件,手动操控3D打印机的一些简单动作。比如,在首次安装3D打印机时,要为工作平台调平。通过这个控制软件,点击相应按钮,你可以让机头在工作平台的中心和四角分别停一下,用工具包中0.2mm的塞尺量一下,是否等高。不然,通过调整螺丝可实现水平。
驱动还有高端低端之分?第一次听到这种说法。3D打印机的软件大致需要三种:首先是CAD建模软件,如Solidworks,Autodesk, ThinkerCAD等,主要是制作3D模型数字文件,最常见的格式是STL文件;然后是分层切片软件,如slic3r,是将3D数字模型,分解成堆积的平面;最后是3D打印机的控制软件,主要用来电脑和3D打印机之间的命令传输,通讯。后两种软件有时候也整合到一起,既有切片作用,又能控制3D打印。
层厚为0.3 mm,精度不算高。很多个人3D打印机都号称可以打印0.1mm的层厚,可真正实现的有几个?说句公道话,0.3算是目前的主流精度了。调水平的办法跟我们3D打印机新手上路上讲的一样,如果塞尺不在或丢失,可用纸张代替。
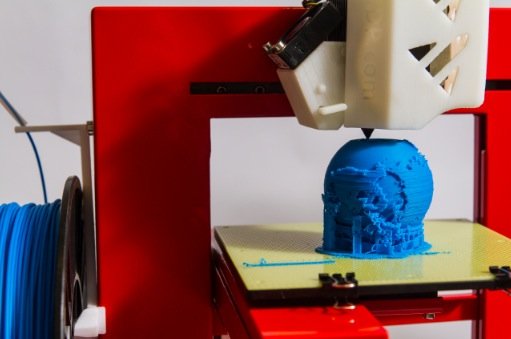
机头是一个0.3mm的喷口,工作时会加温到260°融化材料,可上下左右前后运动,将ABS塑料拉丝,与同样可以上下左右前后运动的工作平台配合默契,以此完成材料的每一层打印和最终的整体堆叠塑形。打印过程中,工作平台也会保持大约80°的高温,为了给刚“打印”出来的模型保持一定温度,不会冷却过快导致变形。
确认是0.3 mm的喷头吗?个人印象是0.4 mm(待核实)。作者一定很喜欢“上下左右前后运动”这几个字,小编表示已吐槽无力。。。另外ABS塑料也不是被机头“拉丝”出来的,而是被连接打印喷头的材料挤出器挤出来的。请再仔细观察一下打印机的出料方式。
《时间线》编辑部准备打印一个直径在10公分左右的地球模型,表面凹凸有致,表现地球的各大洲和海洋。
UP开机。此时,会有一个初始化的过程,工作平台和机头会上下左右活动一下,自我检测,大约1分钟。之后,我们需要把一个粘接底板(黄色的塑料板)放在工作平台上面,用夹子夹住,用来接打印模型。在打印完毕后,可连模型带粘接底板一起拿下来。
控制软件显示,地球模型被切成179层,计算出打印时间约在一小时二十分钟左右。点击开始打印,数据资料就被传到打印机上了,开始工作了。
机头要预热,加温到260°需要5分钟。机头完成升温,发出一阵长鸣,打印开始。
非常有趣的是,控制软件会根据打印模型的大小、内部支撑构造等因素,自行设计一个打印底座,以支撑模型。3D打印机会先把底座“喷”出来,然后在层层精巧的将模型“喷”在底座上。以至于一开始出现一个横七竖八的底座时,我们以为打印机出了故障。
打印过程中,机身左下角会交替闪烁红绿灯,代表它在工作,表去烦它。工作声音跟普通打印机很相似,但有时在特定运动角度,会引起机身共振,那时声音好像电锯锯木头。凑近闻一闻,会有一点塑料遇热的味道。工程师说,如果在面积较小的密闭空间搞3D打印,味道还是很可观的。
一个半小时过去后,一个小地球被UP完整“吐”了出来,起伏有致,但仔细看还是会发现表面有层层纹理——这是受限于每一层厚度有限的缘故。我们将小地球与粘贴底板一起从尚有余热的工作平台上取下来,用铲子将模型带底座一起从粘贴地盘上铲除;再用剪子、镊子之类,将底座和地球分离,至此,3D打印完毕。
整个过程充满工程学和机械力量带给人的视听嗅享受,以及亲自动手的愉快。
这一段写的还不错,可数据还是令人生疑。加热到260度需要5分钟?这时间有些长了。地球模型被切割成179层,每层0.3毫米,总共不到6厘米高度,何来10公分左右的地球?ABS有味道,这确实是个值得关注的问题。Up!打印机开放式的打印空间,也助长了这个问题。
捧着《时间线》创造的这个地球~~模型~~回想3D打印机在上个月的美国,已通过这样的工作方式打印出半自动步枪的各个零部件,且组装完毕后能成功发射6枚子弹,不由感叹世界真疯狂。再回想清华教授说,他们与生命科学相结合的生物3D打印技术,在几十年后的终极目标之一是“打印”出活体移植的肾脏、肝脏……顿时,世界观又再次凌乱了。
上个月美国3D打印的只是步枪的弹夹,而不是各个零件。从个人3D打印机联想到生物3D打印技术,作者思维很丰富,很有跳跃性,不过可惜的是两者完全不是一回事!
确认是0.3 mm的喷头吗?个人印象是0.4 mm(待核实)。作者一定很喜欢“上下左右前后运动”这几个字,小编表示已吐槽无力。。。另外ABS塑料也不是被机头“拉丝”出来的,而是被连接打印喷头的材料挤出器挤出来的。请再仔细观察一下打印机的出料方式。
《时间线》编辑部准备打印一个直径在10公分左右的地球模型,表面凹凸有致,表现地球的各大洲和海洋。
UP开机。此时,会有一个初始化的过程,工作平台和机头会上下左右活动一下,自我检测,大约1分钟。之后,我们需要把一个粘接底板(黄色的塑料板)放在工作平台上面,用夹子夹住,用来接打印模型。在打印完毕后,可连模型带粘接底板一起拿下来。
控制软件显示,地球模型被切成179层,计算出打印时间约在一小时二十分钟左右。点击开始打印,数据资料就被传到打印机上了,开始工作了。
机头要预热,加温到260°需要5分钟。机头完成升温,发出一阵长鸣,打印开始。
非常有趣的是,控制软件会根据打印模型的大小、内部支撑构造等因素,自行设计一个打印底座,以支撑模型。3D打印机会先把底座“喷”出来,然后在层层精巧的将模型“喷”在底座上。以至于一开始出现一个横七竖八的底座时,我们以为打印机出了故障。
打印过程中,机身左下角会交替闪烁红绿灯,代表它在工作,表去烦它。工作声音跟普通打印机很相似,但有时在特定运动角度,会引起机身共振,那时声音好像电锯锯木头。凑近闻一闻,会有一点塑料遇热的味道。工程师说,如果在面积较小的密闭空间搞3D打印,味道还是很可观的。
一个半小时过去后,一个小地球被UP完整“吐”了出来,起伏有致,但仔细看还是会发现表面有层层纹理——这是受限于每一层厚度有限的缘故。我们将小地球与粘贴底板一起从尚有余热的工作平台上取下来,用铲子将模型带底座一起从粘贴地盘上铲除;再用剪子、镊子之类,将底座和地球分离,至此,3D打印完毕。
整个过程充满工程学和机械力量带给人的视听嗅享受,以及亲自动手的愉快。
这一段写的还不错,可数据还是令人生疑。加热到260度需要5分钟?这时间有些长了。地球模型被切割成179层,每层0.3毫米,总共不到6厘米高度,何来10公分左右的地球?ABS有味道,这确实是个值得关注的问题。Up!打印机开放式的打印空间,也助长了这个问题。
捧着《时间线》创造的这个地球~~模型~~回想3D打印机在上个月的美国,已通过这样的工作方式打印出半自动步枪的各个零部件,且组装完毕后能成功发射6枚子弹,不由感叹世界真疯狂。再回想清华教授说,他们与生命科学相结合的生物3D打印技术,在几十年后的终极目标之一是“打印”出活体移植的肾脏、肝脏……顿时,世界观又再次凌乱了。
上个月美国3D打印的只是步枪的弹夹,而不是各个零件。从个人3D打印机联想到生物3D打印技术,作者思维很丰富,很有跳跃性,不过可惜的是两者完全不是一回事!
(本文作者为"fangpian3",最初发表于fangpian3.com,该网站现与诺研3D打印服务网合并为同一网站)